产品中心
数控折弯机
数控剪板机
数控卷板机
折弯机随动
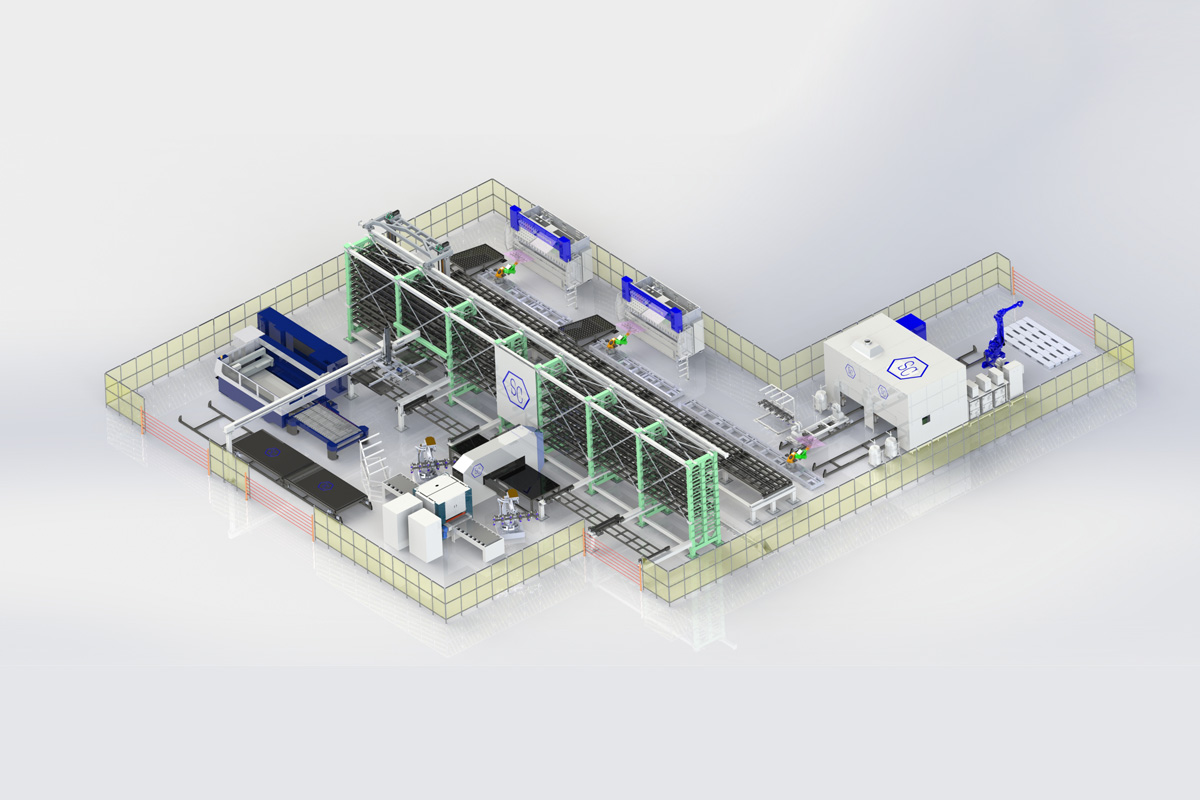
钣金生产线
服务中心
常见问题
承诺服务
售后联系
新闻动态
公司动态
机床资讯
成功案例
公司概况
发展历程
企业文化
企业荣誉
社会公益
联系方式
9001cc金沙
人力资源
销售热线
138-1510-0698
售后热线
138-6187-6638